

服务热线:0574-87708191


作者:李志文
高级工程师;工作方向为设备故障诊断,现负责公司设备状态监测及故障诊断工作。
在生产过程中,真空泵(水环式)一直是耗能大户,一台纸机一般要配5~8台真空泵,能耗高,同时也增加了设备的维护成本。为了进一步降低成本,提升产品竞争力,岳阳林纸于近几年开始着力于真空系统改造,由透平真空风机来替代真空泵。改造完成后,一台纸机只需配备一台透平真空风机即可满足生产需求。
不过,在能耗降低的同时,透平真空风机的重要性也突现出来。如果透平真空风机出现故障,整个纸机会因为没有真空而全线停机。因此,在对透平真空风机的实际维护中,要即时解决透平真空风机出现的异常问题,以保证生产的稳定运行。
透平真空风机的工作原理与离心风机类似,风机进气口与真空室相连,风机叶轮通过高速旋转将空气吸进叶轮,通过叶轮的增速加压后排出,这样使真空室内造成负压,并形成真空。如图1。
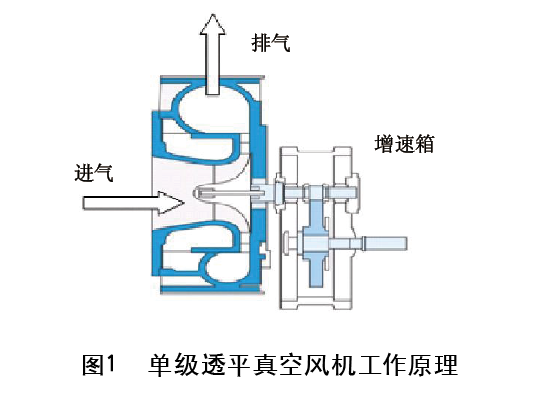
对于多级透平真空风机,气体经过风机吸气室进行收集、导流均匀进入叶轮,通过叶轮的高速旋转做功,气体受离心力作用在叶轮流道内扩压流动,其速度和压力都得到提高。气体从叶轮出来后进入无叶扩压器,由于从叶轮出来的气流速度很高,一般在200m/s以上,为了降低气体在弯道部分的冲击损失,必须将一部分动能转化成压力能,经过无叶扩压器的减速扩压后,气流速度大大降低,气体由弯道导流进入回流器,与补气口吸入的气流混合和能量交换后,经过回流器中导流叶片的收集整理,均匀进入下一级叶轮。经过多级叶轮做功后,气体压力得到很大提高,并且在不同的叶轮进口处形成不同的真空度。
我厂透平机有三个进气口,因此可以形成三个不同的真空,以满足纸机对不同真空度的需求。
透平真空风机的效率可以达到75%,较传统的真空泵效率提高了近40%。一台透平真空风机能替代8~10台真空泵,能很好地达到节能降耗的目的。
1 透平真空风机结构及故障种类
1.1透平真空风机结构
多级透平真空风机由定子和转子两部分组成。如图2。定子包括机箱、隔板、轴承箱等零部件。转子包括主轴、叶轮、平衡盘等零部件。整个转子经过高精度动静平衡校正,平衡精度为G2.5级,确保转子安全平稳地运行。

风机采用滑动轴承(也简称轴瓦)结构,由独立的润滑系统进行供油。润滑系统设置了联锁保护,当出现突发意外情况时,也能保证机组不会因为缺油而损坏,确保机组安全停机。
1.2透平真空风机故障种类
透平真空风机属于高速旋转设备,再结合设备结构分析,其常见的故障种类有动不平衡、轴瓦磨损、联轴器不对中、旋转失速等。
1.2.1动不平衡
透平真空风机属高速旋转设备,其转速高达6,000r/min,有的甚至会超过10,000r/min,所以易发生动不平衡故障,常见的动不平衡故障有以下几种:
叶片结垢:透平真空风机通过抽吸空气产生真空,如果吸入气体中含有异物,并附着在叶片上则易使叶轮动平衡破坏,造成动不平衡问题。同时,透平风机长期运行过程中,叶片上也易结水垢,造成动不平衡问题。
叶片断裂:透平真空风机在运行过程中,叶片发生断裂,严重时叶片会出现掉落情况。此时叶轮的动平衡被严重破坏,机组会产生剧烈的振动,导致联锁跳停。
转子弯曲:当风机转子出现挠度,产生弯曲变形时,也会产生动不平衡故障,导致机组的异常振动,振动的大小跟弯曲变形的程度有关。弯曲越严重,振动越大。
联轴器动不平衡:由于透平真空风机属于高速旋转设备,在此工况下也需要考虑联轴器的动不平衡问题。如联轴器上机前未做高速动平衡校订,则也有可能引起动不平衡问题。
1.2.2轴瓦磨损
透平真空风机通常采用滑动轴承来支撑转子,其优点是运行稳定,可靠性高。由于滑动轴承是靠油膜来支撑转子,如果出现润滑不良、外力干扰等因素导致油膜被破坏,将使轴与轴瓦发生磨损。当此故障发生时,机组会发生明显异常,如轴瓦温度升高、机组振动异常等问题。当轴瓦磨损时,需及时处理,以避免对机组造成更大的损害。
1.2.3联轴器不对中
透平真空风机一般使用膜片式联轴?,其优点是刚性好,传递扭矩大,但同时对找正的要求也非常高。通常对透平真空风机应使用激光对中仪进行找正,其找正精度应控制在0.1mm以内。如果对中不良,设备在高速旋转中将放大不对中的故障,引起机组振动上升,严重的话将危害机组的稳定运行。
1.2.4旋转失速
对透平真空风机而言,旋转失速通常是工艺生产条件的变化所引起机组的异常振动。该故障隐蔽性强,不易判断。只有准确诊断故障原因,采取有针对性的措施,才能有效消除故障。此类故障也是本文说明的重点。
2 旋转失速故障机理
离心风机的叶轮是按风机的额定流量设计的,当风机在正常工况下运行时,气体沿叶轮的切线方向进入叶轮,如图3(a)所示,β1为气体进入叶轮的角度,C1为进气流速。此时,进气平稳,不会对叶轮造成冲击。
当风机工况发生改变,进气流量减少时,此时由于进气量减少,进气流速降低,导致气体无法按设计工况沿叶轮切线方向进入叶轮。进气角度的改变,将使气体对叶轮造成额外的冲击,如图3(a)所示,β1'为工况改变后的进气角度,C1'为工况改变后的进气流速。
当气体与叶轮发生冲击时,有一部分气体会在冲击力的作用下形成气团,气团会在叶轮的凹面处聚集,堵塞叶轮流道,如图3(b)中的流道2。由于流道堵塞,导致后续进来的气体被迫流向两侧的流道——流道1和流道3。流向流道1的气体由于是与叶轮的凹面接触,所以不会形成新气团,造成堵塞;流向流道3的气体会再次与叶轮的凸面发生冲击,形成新的气团,造成流道3的堵塞。进入流道3的气体又会被迫流向两侧流道,如此循环往复。
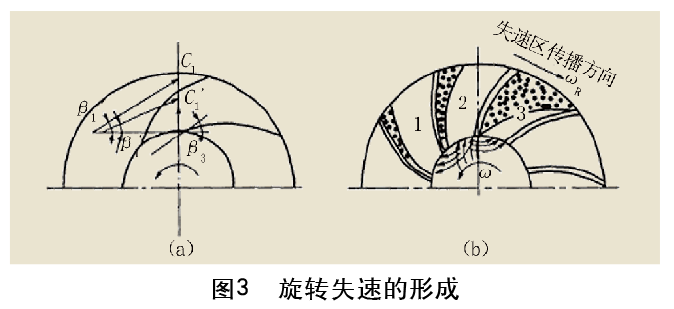
从上述分析来看,当风机工况发生改变时,相当于固定有一个气团在风机叶轮里发生旋转。从叶轮外来看,气团的旋转方向与叶轮是一样的,只不过气团的旋转速度小于叶轮的转速而已,这就是风机叶轮旋转失速的产生机理。
旋转失速在叶轮内产生的压力波动是激励转子发生异常振动的激振力,该激振力会引起转子的异常振动频率,记为ωS。同时,旋转失速气团又以频率ω-ωS随叶轮一起旋转,产生振动频率为ω-ωS的类似动不平衡振动。因此,当机械发生旋转失速故障时,转子的异常振动频率同时会有ωS和(ω-ωS)两种振动频率。不难看出,这两个异常振动的频率之和恰好等于转子的转频ω,这是判断转子是否出现旋转失速故障的一个重要依据。
从上述对旋转失速故障机理的分析来看,当设备发生旋转失速的故障时,会产生明显的低于转子转频的低频振动。而且由于旋转失速故障是工艺条件变化所引起的,因此当发生旋转失速时,只需改变工艺条件,增大叶轮的进气量即可消除故障,无需对设备进行检修。
以下将通过具体案例对旋转失速故障的判断及处理进行说明。
我厂某车间一台透平真空风机(以下简称透平机)在正常运行过程中,振动值由0.4mm/s突然升至2.0mm/s,并持续保持在此振动水平。透平机正常运行过程中,其稳定性很高,振动很少会出现大幅波动。而此时透平机振动出现大幅上升,振动值较正常水平上升了四倍,说明透平机的运行一定出现了问题。问题出现后,车间急需知道透平机振动异常的原因,以判定故障可能的发展趋势,制定相应的应对方案。
通过对透平机振动数据的采集及分析,透平机存在明显的低于转频的振动,且幅值突出,这应该是透平机振动突然上升的主要原因。其振动频谱图如图4。
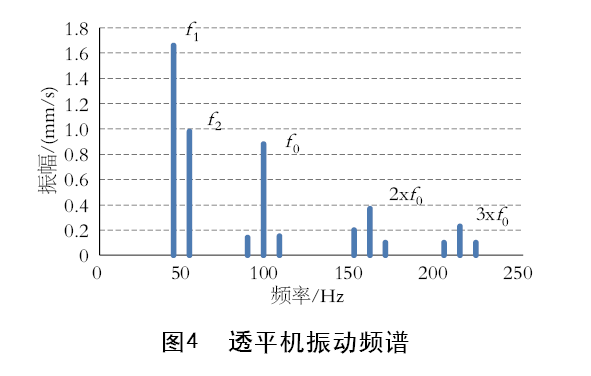
图中f0为透平机转频(96.98Hz),f1和f2为异常低频振动频率,为造成透平机振动上升的主要原因,其中f1为43.75Hz,f2为53.13Hz。通过计算得知f1+f2=96.88Hz,两者之和与透平机转频(96.98Hz)非常接近,综合分析,透平机应该发生了“旋转失速”故障。
由于透平机负责给网部以及压榨部提供真空,根据旋转失速产生的机理,因此有可能是纸机在运行过程中,网、压部真空系统出现堵塞,造成透平机进气不畅,从而引发叶轮的旋转失速,造成透平机振动的突然上升。
现透平机振动虽较正常值有大幅上升,达到2.0mm/s,但离4mm/s的报警值仍然有一定差距。根据对故障的诊断结论,透平机振动上升应是工艺原因引起的振动异常,因此,短期内不会对设备运行造成明显影响。车间根据诊断结论,决定观察运行,暂不进行处理。
一周后,车间计划停机,对网、压部进行了仔细地清洗,以消除网、压部的堵塞。根据对故障的诊断,透平机振动异常是工艺条件所引起的“旋转失速”,而非设备本身问题,所以未对设备进行检修。
开机后复测数据,透平机振动降到正常水平,低频振动能量消失,设备运行恢复正常。
3 结束语
“旋转失速”是透平?的专属故障。此次透平机故障的准确诊断,对透平机的运行提供了很好的参考建议,既保证了生产的连续性,又避免了设备的意外损坏。
因透平机旋转失速所引发的振动异常,虽然其隐蔽性强,现场不易判断原因,但只要准确诊断了故障原因,则易采取针对性措施,快速消除隐患,保证生产的稳定运行。
来源:《中华纸业》2021年第8期
(版权归原作者或机构所有)

地 址 : 宁波市鄞州区宁穿路80号
电 话 : 13819813520 0574-87708191 0574-89075858
传 真 : 0574-87709533
联系人: 陈经理 邮箱 : nb@falacf.com
网 址 : www.falacf.com
Copyright ©2018 ALL Rights Reserved. 宁波古德精密轴承有限公司 版权所有
ICP案 : 浙ICP备2021038900号 技术支持 : 佰联轴承网







